Plunge EDM
-
Make Complex & Irregular Cavities in Metal
-
Cut Shapes That Are Impossible to Machine
-
Ideal For Short Run/High-Mix Projects
Trusted by Industry Leaders





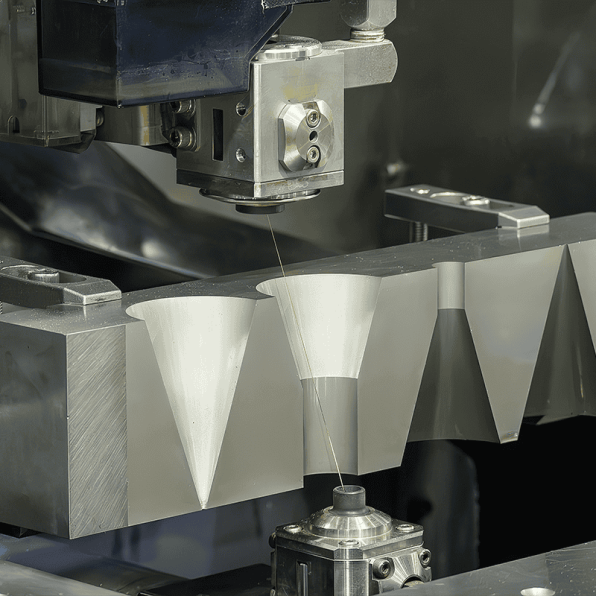
How Plunge EDM Cutting Works


What Are the Pros & Cons of Plunge EDM Cutting?
Advantages
-
High Precision & Accuracy
Plunge EDM is capable of drilling very small and precise holes, often down to a few microns in diameter.
-
Material Versatility
It efficiently drills through extremely hard materials like hardened steel, tungsten carbide and superalloys, which are difficult for conventional methods.
-
Complex Geometries
Plunge EDM can produce holes on curved or angled surfaces and create deep holes with high aspect ratios that are challenging for traditional drills.
-
Non-Contact Process
The plunge EDM process creates burr-free holes and leaves no physical stress on the workpiece. Plunge EDM is not limited by material hardness or brittleness. It’s ideal for high-mix, low-volume production projects. Electrodes are easy to manufacture, because they don’t need to be harder than the material they are going to cut.
Disadvantages
-
Limited to Conductive Materials
The plunge EDM drilling process can only machine electrically conductive materials like metals and certain alloys, not plastics or composites.
-
Slow Process
Plunge EDM drilling can take several minutes per hole, making it unsuitable for high-volume production
-
Electrode Wear
The electrode wears down during the process, which can be significant and may require replacement or maintenance.
-
High Cost
Both the initial setup and operating costs can be higher than conventional drilling due to specialized equipment, energy consumption and labor time.
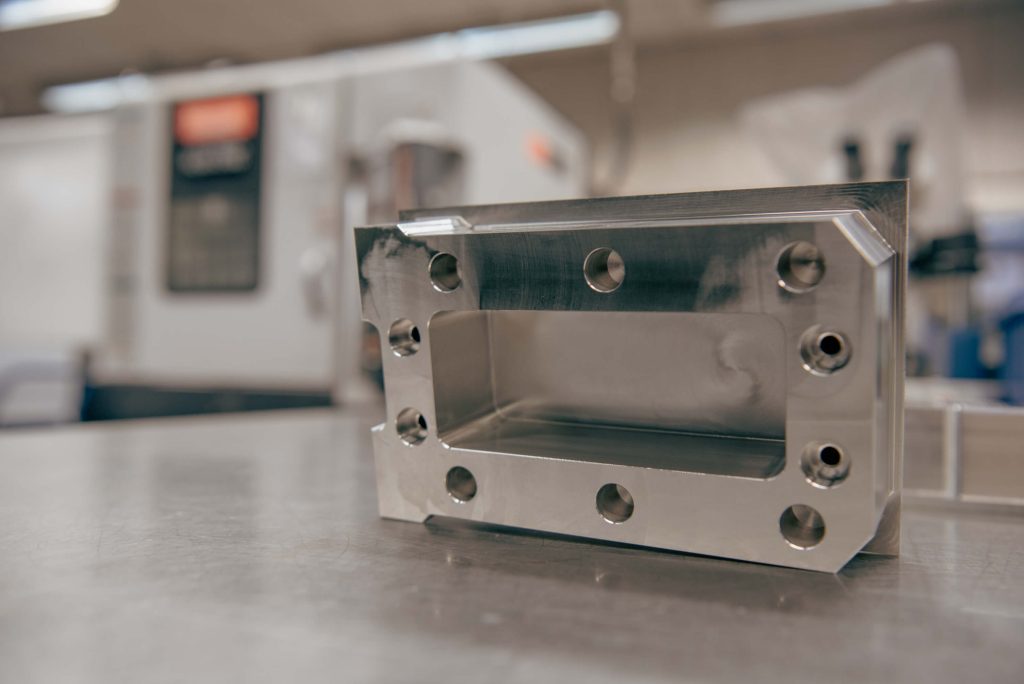
Applications of Plunge EDM
Plunge EDM fills unique needs in many industries. Here are some examples of its versatility:
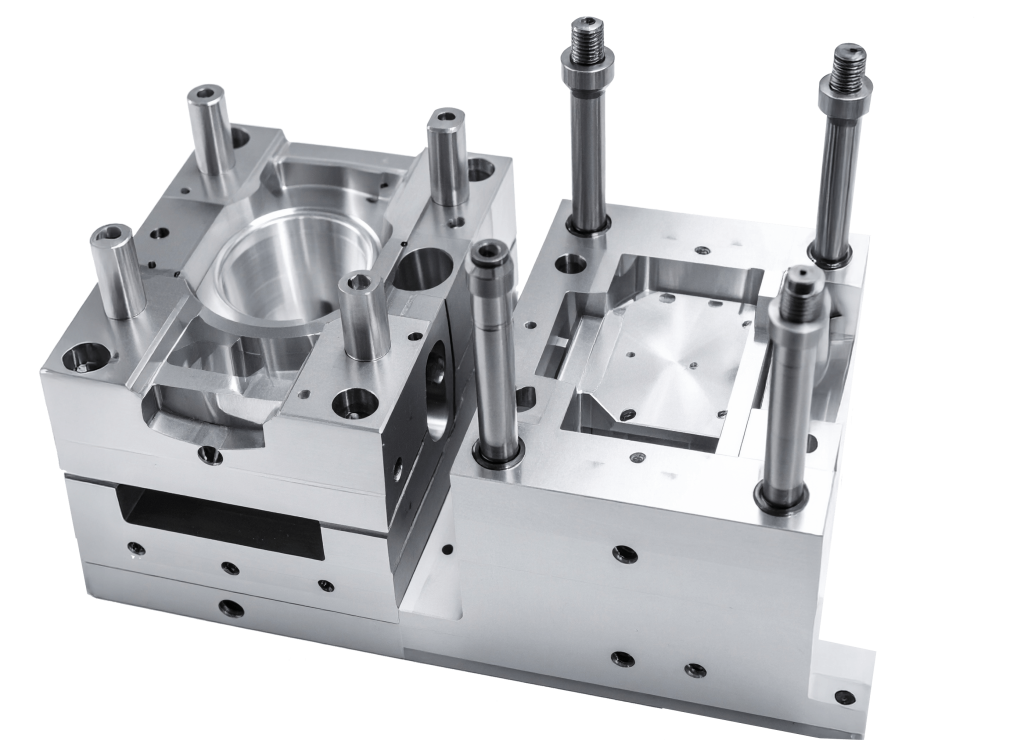
- Tool and die making
- Injection mold tool fabrication
- Sharp inside corners
- Deep and thin ribs
- Blind keyways
- Internal splines, squares or hexes
- Machining threads into hardened parts

What Materials Can Be Processed Using Plunge EDM?
Like wire EDM, plunge EDM cutting can only be used with electrically conductive metals, including these:
- Copper
- Carbide
- Tungsten
- Bronze
- Carbon steel
- Inconel
- Stainless steel
- Hastelloy
- Kovar
- Titanium
- Carbon graphite
- High alloy steel
Explore Fathom’s Full Range of Manufacturing Equipment
Download our complete machine list for a detailed look at our capabilities across CNC machining, additive, molding, and fabrication.

Why Our Customers Choose Fathom
-
Our expert engineers will help you optimize your part designs for production.
-
Our engineering and production teams bring decades of expertise and problem-solving to every project.
-
We offer manufacturing and full post-processing capabilities under one roof for one point of accountability
-
We’re your partner from design and prototyping to bridge and full production.